Can anyone help me diagnose what is wrong? I tried running the job twice but it keeps showing this error: 327 fault. I didn’t accidentally press the e-stop. I noticed that I could move the x axis with the screen but not my Wireless Control Pendant.

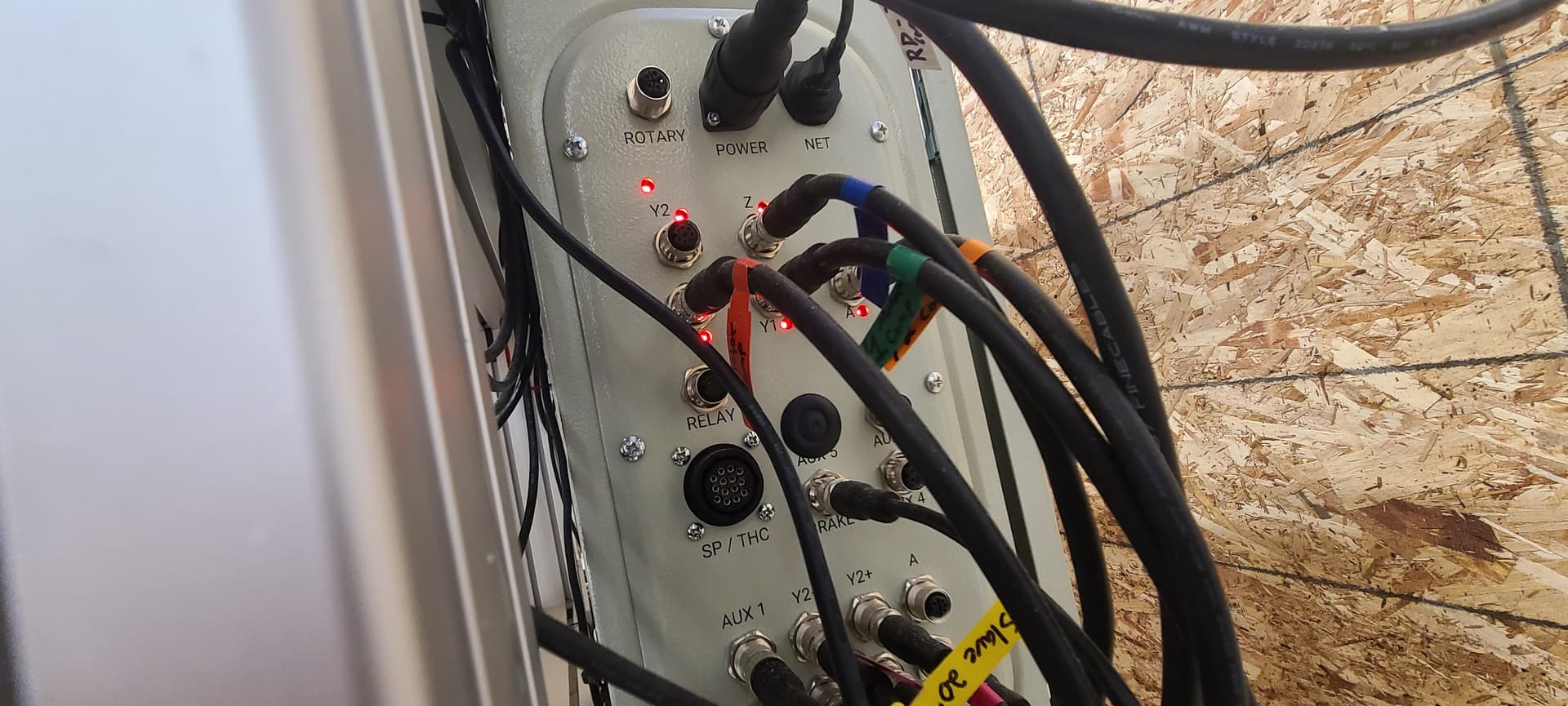


Looks like you have your Y2 motor connected to the A port. I don’t see a rotary plugged into the rotary power port so I can assume that you don’t have one.
If you have the Y2 plugged into the A you’re getting persistent drive fault because the controller is looking for a motor on Y2 that’s not there.
See if this fixes it. If it doesn’t please open a ticket using the “contact” link up top and we’ll help you out.
Thanks. I put things back but I’m still getting a nonstop fault. I believe my input and output seeing got changed. Can you show me what they should look like?




Looks like you don’t have the dipswitches on the servo board setup correctly.
With the servo motors they use one input for all of the faults. They’re wired in series. If you’re missing a motor, which you are in your case you need to bypass that fault by moving the dip switch. Since you don’t have a rotary you are “missing” one motor. None of those dip switches are flipped so that’s why you’re getting a persistent fault.
This likely isn’t the only thing going on here…I also see that your SP/THC cable is not connected. That can cause faults too. If you’re already into looking at the input settings, and these dip switches you’ll want someone to walk you through checking and testing your setup step by step.
Please open a ticket with support and they’d be happy to help you. Hit the contact link up top here to do that. They are great and will get back to you quickly.
I got everything running. The thing I’m noticing now is that I believe my servo motors aren’t programmed to work correctly with my gearboxes. I can move things around but it tends to stop abruptly if they move over 100 Ipm for more than a few inches. I know they should be able to move smoothly and much quicker. My gantry and z axis are pretty heavy.
I’m thinking I’ll either have to hire a centroid tech to come and help me or buy the cable I’ll need to use for connecting each motor to my computer. Can you think of any other options?
Are you running this on our machine, or are you just using our control box on a different machine?
If it’s our machine (and our gear boxes) we have pre-tuned the servos for you. If it’s a different mechanical system you can “auto tune” the servos with a micro USB cable and some free software from Teknic
DO NOT do this if you are using all of our stuff however… we spent a LOT of time dialing in those servos to work with our control and our mechanical system ![]()
I am using your control box but a different company’s machine.
This is what I am using from the other company:
https://www.youtube.com/embed/2SAnDSnotZw?autoplay=1&rel=0
https://www.youtube.com/embed/d1sHaF7PYwY?autoplay=1&rel=0
https://www.damencnc.com/en/wormgearbox-v40-i-1-10-reduced-backlash/a411


The ballscrew hs a 4 or 5mm pitch and is your gearbox
https://www.damencnc.com/en/dcnc-router-bridge-axis-r-p-r-1250mm-diy/a2298

https://www.damencnc.com/en/dcnc-router-z-axis-ballscrew-r-300mm-diy/a2291

![]() 20240913_181147.jpg
20240913_181147.jpg![]()
![]() 20240913_181521.jpg
20240913_181521.jpg![]()
![]() 20240913_181609.jpg
20240913_181609.jpg![]()
![]() 20240913_181613.jpg
20240913_181613.jpg![]()
![]() 20240922_202831.jpg
20240922_202831.jpg![]()
![]() 20241105_193701.jpg
20241105_193701.jpg![]()
![]() 20241114_194323.jpg
20241114_194323.jpg![]()
![]() 20241122_162735.jpg
20241122_162735.jpg![]()
![]() 20241123_120948.jpg
20241123_120948.jpg![]()
![]() Screenshot_20240913_080438_Facebook.jpg
Screenshot_20240913_080438_Facebook.jpg![]()
Ok, so since you’re on a custom mechanical system you’re likely going to have to do some auto tuning. I/We really can’t help with that part, but to get an idea of what you’re getting into this is a great video to watch: https://youtu.be/TIdjfaTE544
Even though this is shown on our machine it’s totally relevant to what you’re doing.
Thank you for all the help. I really appreciate it!
Of course! Happy Making!