I got off the phone with Cory in sales a little while ago. He suggested I join here and post my project needs to get feedback from the crowd.
I want to be able to cut butt stocks and forearms for Marlin lever action rifles out of fancy walnut & maple blanks. The quality of the inlet is the MOST important consideration. This is not meant to be a production type scenario.
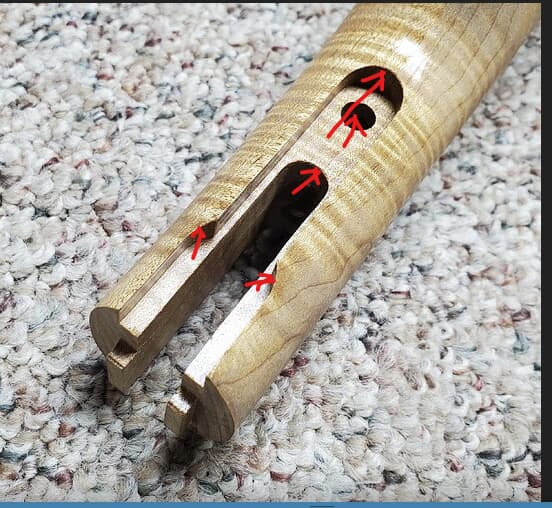
The photos below are of a stock that was made for me a few years back, unfortunately that is no longer an option.
My thought is to use a rotary 4th axis so everything can be cut in one setup. The inlet is basically parallel with the bottom of the stock.
It is great that you know what you want to build in advance, that will help quite a bit!
IMO there are few basics to consider before making any recommendation.
How many of these do you want to make?
Did you have a budget in mind?
How much space do you have to dedicate?
Do you already have 240V power? Enough for a dust collector too?
Are you going to be using it for other projects as well?
The back of the stock with the lettering on it has a notch cut out of it. Is that just from workholding, or are there important features there?
Do you already have experience with CAD tools?
A rotary does sound like it would get the job done, but to be honest if you are only making one, maybe traditional hand carving is the way to go.
Depending on what software tools you are using, you might end up having the rotary just do 4 90 degree turns. In which case you can likely get the same result with clever use of dowel pins.
Greenleaf, thank you for the response and your insight!
How many of these do you want to make? To start, one per month would keep me busy as it is just a small part of the larger overall project. As word gets out, there may be a higher demand. Hard to tell, but sexw wood is always in demand…
Did you have a budget in mind? I was hoping to be all-in for around $10k. That was a number from my head, without the benefit of any research.
How much space do you have to dedicate? If I find a solution that I cannot live without I will make the space for it.
Do you already have 240V power? Enough for a dust collector too? Yes, and I have the dust collector as well.
Are you going to be using it for other projects as well? I do not foresee that but you never know…
The back of the stock with the lettering on it has a notch cut out of it. Is that just from workholding, or are there important features there? There is a through-hole lengthwise through the buttstock, probably a left-over from that process. The entire block at the back is removed on the tablesaw.
Do you already have experience with CAD tools? I had a small Milltronics machining center for metal parts 100 years ago, but that is it.
Pressed for time right now, but I will upload some additional photos and information a little later.
Ideally your inletting will be 90 degrees to the axis of rotation of the rotary which does not look like the case for your example. You will want to support one end with the rotary chuck and the other with the tail stock having “tooling lugs” on both ends to hold on to and then saw off after the milling. Being zeroed dead nuts on the axis of rotation is a must . Being off really throws things off once you start rotating. If you are not dealing with a lot of variations in design, I would consider setting it up dedicated fixturing on the table for cutting the sides and doing the inletting in a vise or fixture. The rotary pays off for the work that is variable.
It might be helpful for @GrizzlyCustom to know what CAD/CAM software you use, and the annual cost. I’d be interested to know if your stocks need specialized machining akin to the manufacturing extension in Fusion, or if your process is simpler than that.
Quick hijack: Thanks to everyone in this thread! I did want to jump in, but I thought it would be a little self serving for an Avid employee to weigh in. Unsurprisingly everyone else had better responses than me… Anyway: THANK YOU!
Beautiful work. The forearm is a natural for a 4th axis and you do not need to be able to do live 4th axis to cut it but you could cut in on a fixture too.
Boring the deep hole in the butt will be fun. I think do that first then make some custom fixture to locate off of the bore and then chuck up on the fixture.
One thing to keep in mind is the Z travel clearance you will need over the work piece on the rotary. I use some pretty long end mills and tool extensions to reach some of the inletting depths. You will want to have the rotary axis dropped down in the bed and the tall gantry / Z axis options.
I custom built my machine using Avid drive components just for those reasons.
I use Fusion and no mfg extensions. I use the 4th axis as an indexer, which basic paid Fusion does that well.So, if you use the 4th as an indexer, does that mean that the spindle is not cutting as it rotates?
Ideally your inletting will be 90 degrees to the axis of rotation of the rotary which does not look like the case for your example.Please explain so I do not misunderstand.
You will want to support one end with the rotary chuck and the other with the tail stock having “tooling lugs” on both ends to hold on to and then saw off after the milling.I did not see the parts I have immediately after they were cut, but I believe the square block on the back of the butt stock is either a tooling lug or is what is left after they cut it off. I believe the front has been cut off, but I get what you are saying. Similar to the photos of the forend with the 2x2 blocks still attached.
Being zeroed dead nuts on the axis of rotation is a must . Being off really throws things off once you start rotating.I assume here that you are referring having the headstock and tailstock dialed in parallel with either the X or Y axis, and the centerline of the spindle being centered on this line.
If you are not dealing with a lot of variations in design, I would consider setting it up dedicated fixturing on the table for cutting the sides and doing the inletting in a vise or fixture. The rotary pays off for the work that is variable.I will come back to this.
The forearm is a natural for a 4th axis and you do not need to be able to do live 4th axis to cut it but you could cut in on a fixture too.Please explain the “live 4th axis” term. Cutting while rotating as opposed to simply indexing maybe?
Boring the deep hole in the butt will be fun.Boring the deep hole is something I routinely do on one of my 16 x 40 lathes manually, no issue. Usually takes about ten mintues-ish per stock.
One thing to keep in mind is the Z travel clearance you will need over the work piece on the rotary. I use some pretty long end mills and tool extensions to reach some of the inletting depths. You will want to have the rotary axis dropped down in the bed and the tall gantry / Z axis options.I have been thinking about this. If I was to cut the butt stock on a 4th axis, without having to refixture to do the inletting, I would need the points of rotation at the front and back to be located the same distance from the bottom of the stock so the inlet ends up parallel to the bottom. I hope that made sense…
So, if you use the 4th as an indexer, does that mean that the spindle is not cutting as it rotates?Correct.
Ideally your inletting will be 90 degrees to the axis of rotation of the rotary which does not look like the case for your example.Please explain so I do not misunderstand.
So these walls and the bore are parallel to the spindle and 90 degrees to the axis of rotation of the 4th axis. Not an absolute must, but a real nice to have when it comes to not needing a lot of small step downs to cut them if the are slanted to the spindle axis.
Please explain the “live 4th axis” term. Cutting while rotating as opposed to simply indexing maybe?Live 4th axis means the rotary is turning while you are cutting. It looks cool, but in most cases for a GS it is not needed. Also Autodesk charges like $2k per year for that programming functionally in Fusion 360. Indexing the 4th axis does a rotation while the other axis are stationary.
Similar to the photos of the forend with the 2x2 blocks still attached.Correct
Being zeroed dead nuts on the axis of rotation is a must . Being off really throws things off once you start rotating.I assume here that you are referring having the headstock and tailstock dialed in parallel with either the X or Y axis, and the centerline of the spindle being centered on this line.Yes. because as you rotate the 4th axis any error doubles on you…say left to right of the axis.
Boring the deep hole in the butt will be fun.Boring the deep hole is something I routinely do on one of my 16 x 40 lathes manually, no issue. Usually takes about ten mintues-ish per stock.
Nice! I have done some on a drill press and it is a pain with a relatively short quill travel…Drill, raise table, drill some more, rinse repeat.
I have been thinking about this. If I was to cut the butt stock on a 4th axis, without having to refixture to do the inletting, I would need the points of rotation at the front and back to be located the same distance from the bottom of the stock so the inlet ends up parallel to the bottom. I hope that made sense… Yes if the inletting cuts through the stock at 90 degrees to the bottom surface of the stock. I use a fixture plate on the tail stock end of my blank to get me the right location to the butt because typically I do not have wood at the location at the tailstock end.