It’s been a while since I’ve posted a project, lots going on, but not much to interest others. (lots of repeat work, etc.)
I was approached by a gentleman looking to make a few different styles of custom guitar. He had been struggling with an older CNC router at a makerspace up here near Mukeltieo/Everett.
These two “practice parts” were knocked out of some cut down pine 2x6’s as test articles, to prove out the CAD models and the G-Code and let him do some fit checks, etc…
The CAD files were able to be imported into the legacy CAD software I am using (*.IGES files) From there I was able to break it down and determine how I would work-hold it which order of operations I wanted and then start working on the G-Code.

After that it was out to the garage to fire up the AVIDcnc in spindle mode.

I’ve got a 2ft x 2ft chunk of MDF clamped down on top of the regular spoil board that I’ve used for a handful of different projects. I flattened a small section of it but just with a few skim cuts know i’m going to be cutting down into it a little bit given the way I wrote the G-Code.

On the front side I screwed down the boards around the perhipery and used a ball end mill to drive in a pocket to the recessed flat that will later become the head sctock. With the 1/4-ball end mill still loaded I dropped in some holes for alignment pegs that will be used when the part is flipped over.
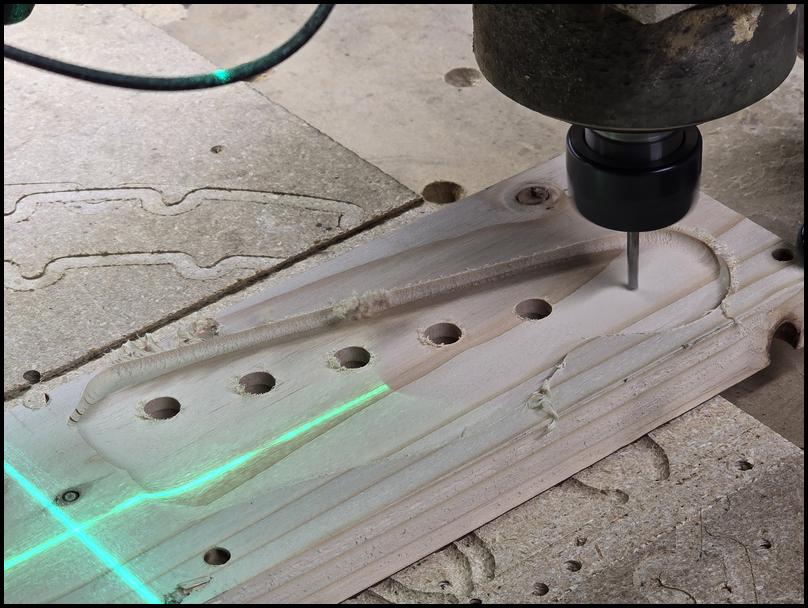
While I was at it, I dropped in the long slot for the truss rod and circle drove the holes for the tuning hardware.
With that done the part was flipped and 4pieces of 1/4in wooden dowel were used to align it back to the machine and 4-wood screws were used to hold it done. With the snug fit from the wooden dowels, likely the wood screws weren’t needed, but I went ahead and used them since they were right there from having been used for the top side of the part.
With the part flipped, located and secured, I went ahead and cut a planform around the entire perhipery of the part leaving 8x tabs. I used much larger tabs that were needed but this pine wasn’t that great, so no harm done and it all worked out. When I go back to do this in hardwood, I’ll likely shrink those tabs down. The CAD system I use is old enough it has no concept of TABs so those have to be modeled in as sepeate features and special provisions made when wrting the G-Code.

Since the next step requires a ball end-mill, I went ahead and cut the planform passes above with the same ball end tool and just let the tip dive into the spoil board an 1/8 of an inch.
And lastly the back of each neck was sculpted with the same 1/4in ball endmill.

These turned out pretty great. One of the two (the one in the back in the photo below) has a couple dog-bites where I was dialing things in and having a small dissagreement with the post processor, but the 2nd one is reasonably spot on. Both will work for fit-check parts.
