Something kind of fun that I finally completed. I build a few guitars a year, and or my latest project I’m doing a reproduction of an 18th Century French classical guitar by the maker Rene Lacote. One of the interesting features of this guitar is that it was one of the earlier guitars with mechanical tuners, but the tuner mechanism was entirely concealed in the headstock. This requires a completely different design for the gearbox and tuner plates.
You can buy reproductions of this style of tuner for well over a $1000 a set. Or you can disassemble some $60 tuners, salvage the worm shaft, gear and tuning post, and use your CNC to make gear boxes and buttons, and your lathe to turn new fittings and modify the tuning posts.
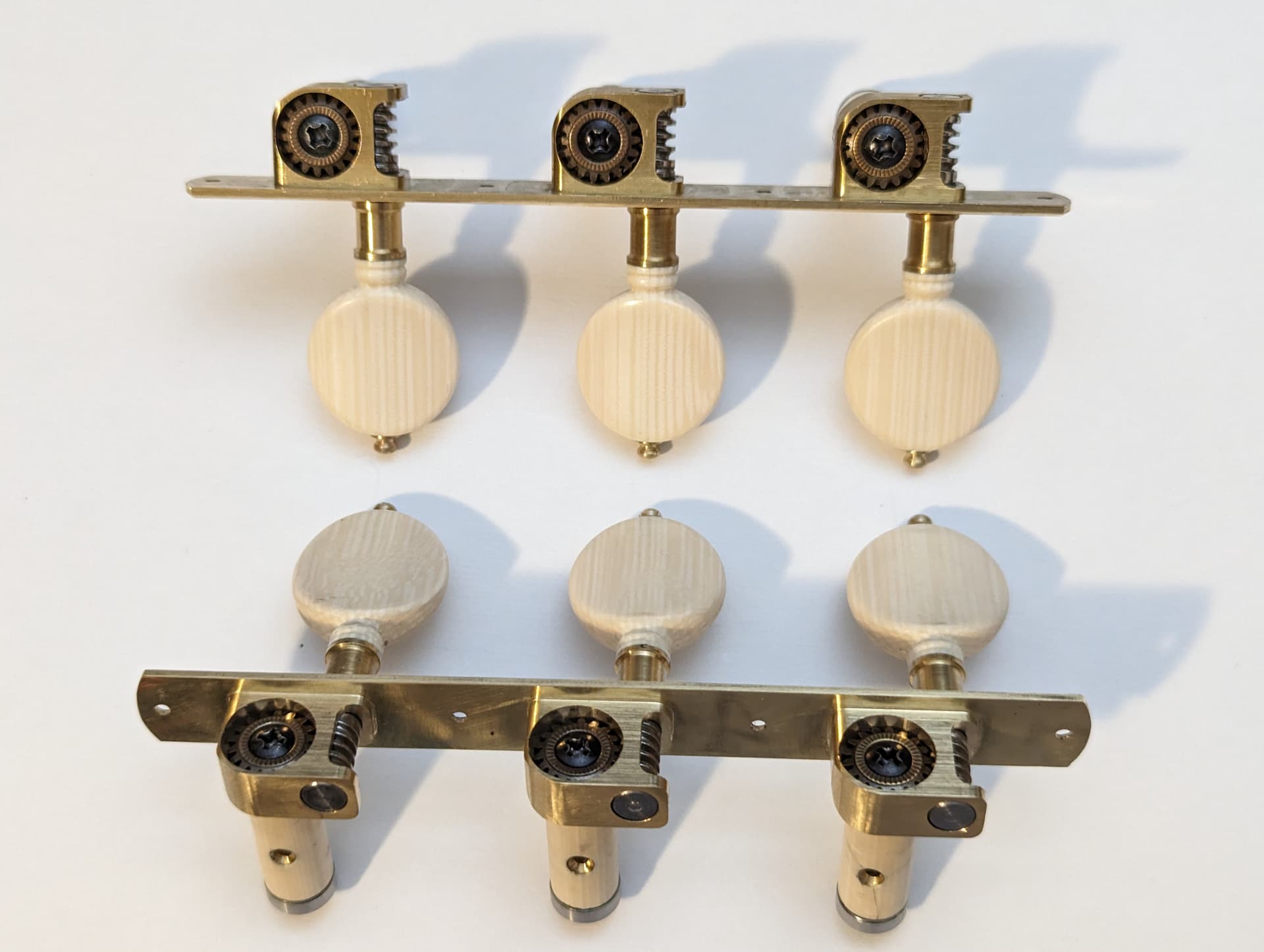
Here is a picture of the final tuners

And installed on a test headstock

All the parts for one (minus the right gear box):

These were taken part way through the construction process. Some of the worm gears have been cut shorter, some have not. The tuning posts have not yet all been modified. Each one received a new fake ivory sleeve, a bearing, and got cut shorter by about 5mm.
The brass gear block is held to within about 1 thou in critical bore dimensions, and about 1-2 thou in the location and dimensions of the gear boxes themselves. This was a fair bit of work getting the backlash compensation dialed in, and dealing with multiple spring passes on the final cuts to deal with the flex in the gantry. Surprisingly, over the span of my vice (4" long, 5" with oversized softjaws) I can hold the accuracy, as long as I carefully probe and locate the setup at each step.
I did find that homing the machine generally requires me to re-probe the setup, so I stopped relying on the fixtures being at known fixed locations.
Second side machining for the boring was aligned by probing on hole centers. Overall the gear box requires machining from 4 sides.
Getting the stock squared up in the left vise [I have two side by side vises mounted on a carrier board on my rig]

After machining the gear blocks main shapes from the back side:

Hand polishing out the machining marks from the back side operation before moving on:

Mounted in the soft jaws, first side machining operation done. The critical bores are established now that will locate the worm and the gear. These are two two tolerance critical steps and holes. The location of the gear box was carefully probed to ensure alignment. The result is within 1 thou for critical diameter and location of centers. It took a lot of experimentation to learn how to get this right on the Avid machine.

Second side of the gearbox machined. This bores out the a housing for the gear. This dimension is less critical, but must be a bit bigger than the gear itself to avoid rubbing.

After this, the top side (visible face plate) is brought to thickness and engraved:

The same fixture is used for each of the last 3 steps.
I also made the buttons on the CNC, using a different soft jaw fixture. Maybe I’ll post a bit more about how those were made another day.
All in all, this was a fun project, but took a lot more time than I expected as I made my way through figuring out how to do metalwork on the avid. If I had more shop space, I’d probably be better off with a metal specific mill to do this kind of work, but as it stands, I don’t have a lot of space and I managed to make things work.
Cheers,
Eric