Hello. I’ve been trudging thru installing a ‘turn key’ setup on my CNC 12 controlled Avid pro table. If you decide to go this route it takes a minor amount of rewiring, and then making some adjustments in the wizard, and installing Corbins screenset and his ‘patches’. It took me quite a while to gather up all the info I needed to get this working between, The CNC Depot site, this forum and of course Corbin’s blog and videos. Good news is that the spindle works, It will turn on, and it will release and accept new tools! I’m pretty pumped about that that. I’m hoping to have enough time this evening to do the extensive break in routine that they recommend for the spindle and build out a few tool stations.
Any way my questions is for others who run the rm40c. Mine came wired to run the spindle fan continuously, as soon as the unit is powered up. Have you guys changed the setup so it only runs during a job while the spindle is working? It seems like I could just move the positive wire off the power supply and move it to the relay right next to it that controls case pressure, which I believe Corbin has setup to come on only during jobs, and not run all the time. Any thoughts?
Next question, does anyone have a warmup routine that will run in the recommended rates for my new spindle? It’s aba ten minute routine with a few speeds and some breaks inbetween.
I have the RM40C spindle and the VFD control box designed for Avid, pre-EX controller. I run stock CNC12. There is a dedicated 24v line run from the 24vdc power supply in the spindle control box, to the spindle fan M8 connector. I ran one of those wires through an output on the Acorn. I set up the logic for that output with SpindleFanOn logic using the Acorn Wizard. When the spindle turns on, that output is closed and the 24 volt signal runs the fan. It turns off when the spindle turns off. Don’t know how you’d do it with the EX controller but the spindle is set up well to be turned on/off when you want it.
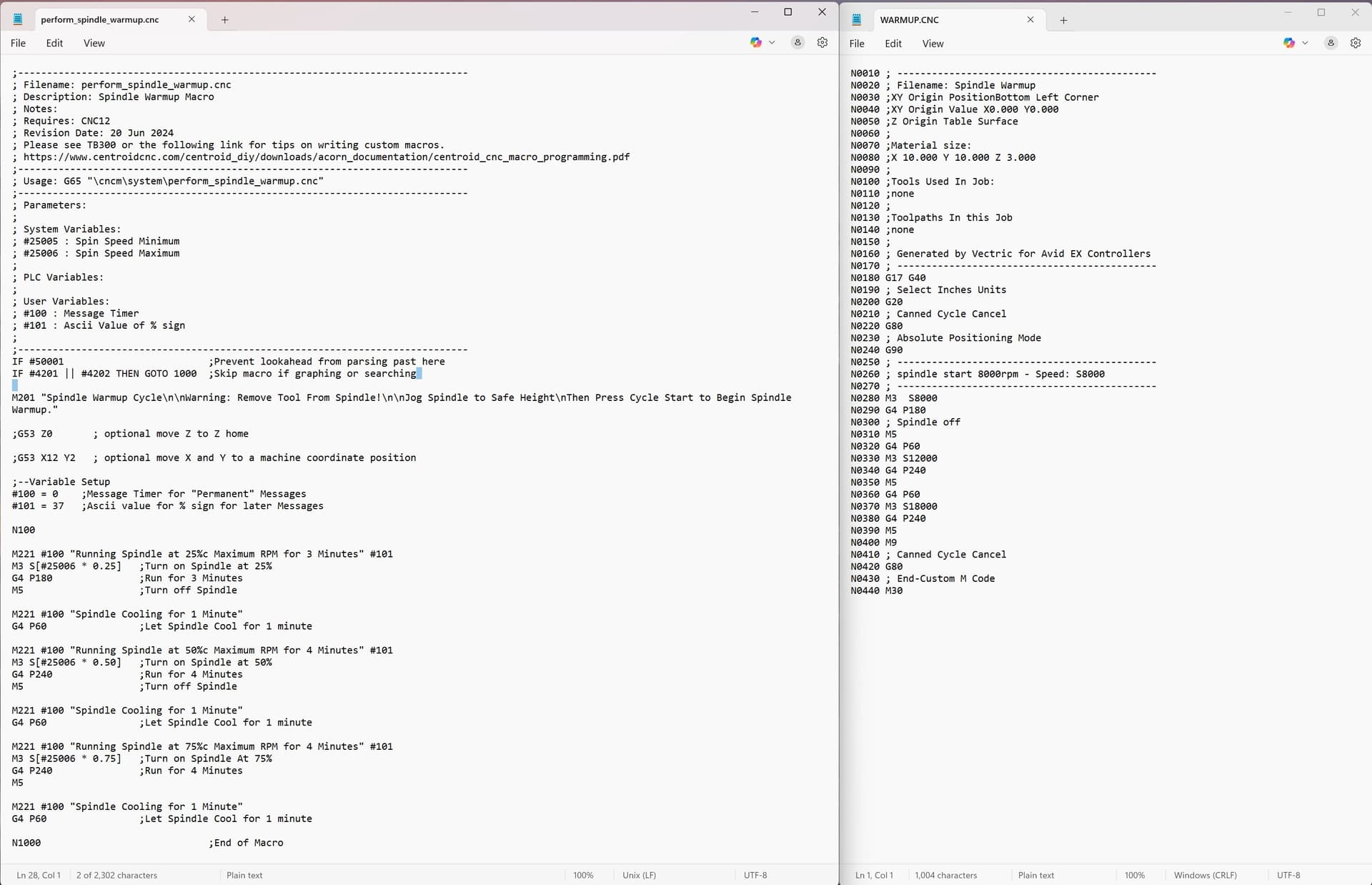
I have attached the CNC12 spindle warmup macro. I have a button on my VCP skin that turns it on/off. I don’t know how one implements it on the EX controller, but you can take a look to see how it’s done. perform_spindle_warmup.cnc (2.2 KB)
As far as I know, you can’t. The typical way to do it is to assign a button to the VCP. You push that button and it runs the macro. I don’t want to speculate how to do it with the EX controller and your new spindle(!). I’ve got to imagine someone’s got an EX specific solution. Otherwise, inspection of the macro will show you the routine. M3 S commands are the speeds and G4 Pxx are the pauses in seconds. Basically it increments speed from 25% of maximum to 75% of maximum, running 4 minutes each with 60 second ‘soaks’ in between.
@TomMcAllister - I’m actually in the process of integrating the RM40C into my CNC12 system as well. I decided to rip out a lot of the factory guts and rebuild my own logic to add some manual controls including a push button for tool change and a maintained switch for case pressure to turn it on and off. As a byproduct of this logic I’ve been debating adding the spindle fan to the same VFD run logic that I use for case pressure and as an interlock for the manual tool change.
I have fed case pressure and draw bar to the Centroid controller but I haven’t tied them in yet. I’m waiting to see how AVID integrates their smart controller and their tool rack so I can tie the RM40C as closely to their solution as possible.
Once I have things mostly buttoned up I’m going to put together a write up for what I ended up with.
Well I got everything working how I was hoping to get it going. It turned out that there were a couple of errors on how my vfd controll box unit came wired. First the draw bar and case pressure solenoids were reversed. Second the vfd phases were incorrect, causing the spindle to rotate backwards. Both were obviously simple fixes. I then simply pulled the fan positive wire out of the power supply and plugged it in with the case pressure output and now it’s ready to go. I have been super busy with work, so I’m hoping to get the ATC rack built this weekend and then get to work on building a vacuum table.
Disclaimer! I am not a code nerd, but this worked for me, use at your own risk. I looked at Scott Grossman’s code that he posted above and tried it. It didn’t quite work with the percentages. I then made a basic toolpath in vectric and then modified it with the gcode commands from his code for starting, stopping and pausing, and it looks like this. I wish I had figured that out before I broke in my spindle, it would have saved a lot of babysitting.
I feel sort of stupid not thinking of just loading and running a G-Code file. Doh!
Full Disclaimer: Perform_Spindle_Warmup.cnc isn’t ‘my file’. It is a file that comes in a standard CNC12 installation in the cncm/system folder. Presumably these also come with the EX controller installation. I have no way of knowing what EX users have in front of them.
I don’t want to take credit for something I didn’t create, just passed along.