The work around that I have found is to use a .250em to probe XYZ and then put in a .500EM as tool 2 and touch it off the tool height setter. I just dont think this should be the work flow
The software knows the diameter of the tool. If the tool is potentially too large to hit the plate, or it might hit your work surface on the way down you get that option to move it from side to side before it touches off. This is normal behavior.
Also, you have a screen shot there of the touch plate utility too, are you asking about that? Because I am talking about the message that comes up when you do a tool change.
It looks like in that picture the touch plate is triggered. Did you try and start the probing routine with it triggered? Or did it do this when it was not triggered?
In the wizard can you give me pictures of this screen:
I initiated the XYZ Probing utility to measure the work piece. It measured z and x normally started to measure y. moved to the back of the plate touched it once backed up then touched it again and stopped. When it stopped is depicted in original pic 1 and 2.
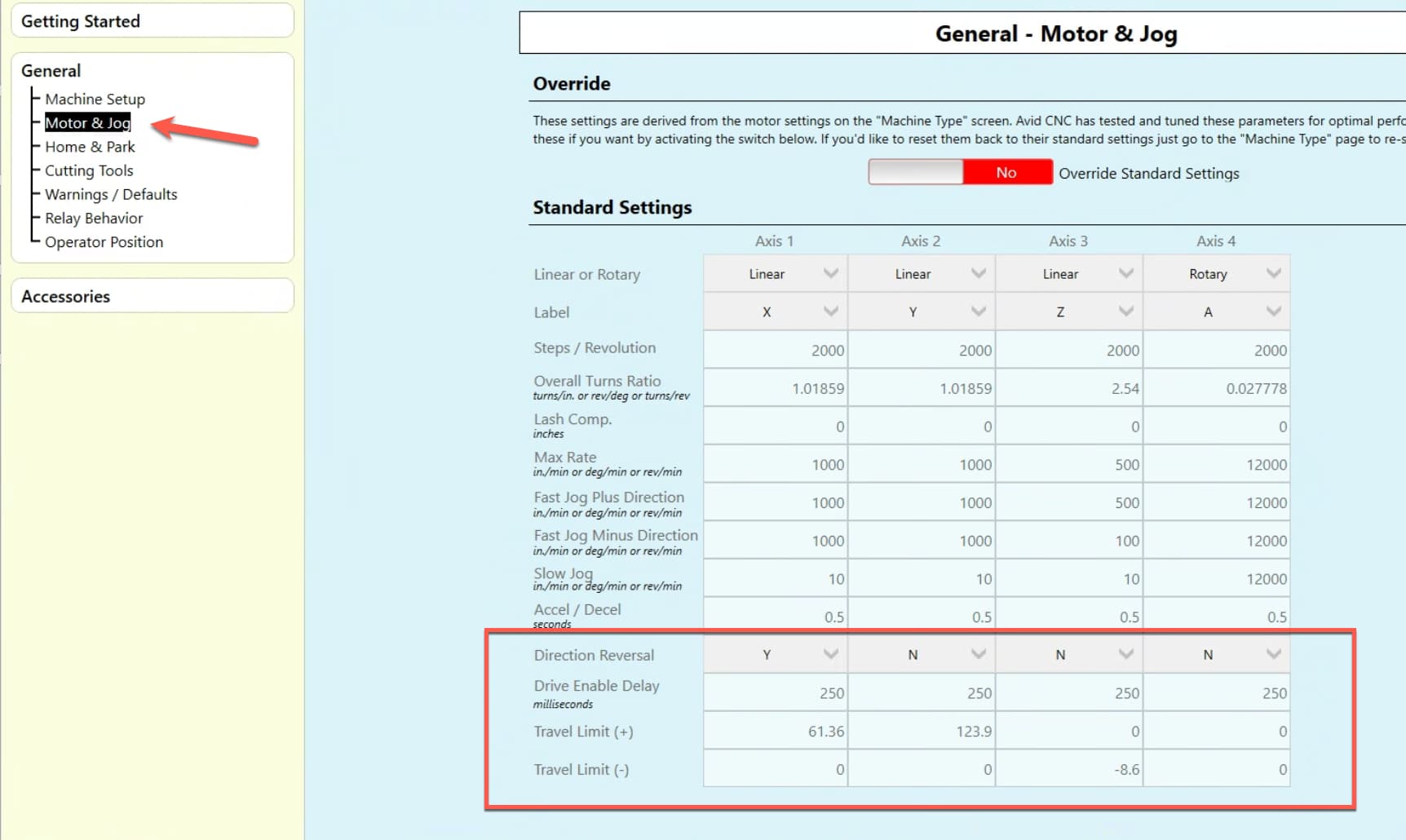
The issue here is that your machine is not allowing you to travel as deep as needed in Z.
You have a pretty thick piece of material on there, and with the thickness of touch plate (and the length of that bit) you should have more than enough travel to get to the touch plate.
Have you successfully probed material and cut jobs in the past?
Yes works perfectly with 1/4 and 1/8. This issue only came up when attempting to measure with a 1/2.
What I did ultimately with this job is. Probe with a 1/4 and then reinserted the 1/2 as tool 2 touched off the tool setter and ran the program. This worked fine its just another step if using 1/2 EM.
The only thing that I can think of that would explain what is going on here is that you didn’t run the MTC routine after installing that 1/2" tool… If that’s the case the Z doesn’t know where it is relative to the tool height.
So that could mean it thinks it’s reaching down too far OR when it goes back to the “z clearance amount” it thinks it’s at the top of travel
Did you measure this 1/2 tool off of the tool height setter using the MTC button before trying to run the touch plate utility?
However, I just ran it on a 3/4 piece and was able to complete the process. The piece that I was originally using was 1 3/4 thick. So this has something to do with the length of the bit and the thickness of the piece being measured.
Try turning down your Z clearance amount, maybe to .3 or something. I wonder if it’s hitting the top of travel.
Also, what version of the software are you on? 5.18? If so there were a few minor updates to the touch plate utility. One of them was how Z moves are handled after a probe.
You now get the option of moving up a fixed amount, or automatically to the top of your Z travel.
Before updating though try to adjust your z clearance amount